Articles
Lignacite Ltd – Committed to sustainability
Posted by Nick Franks
Sustainability might be today's hot topic, but at Lignacite Ltd we've made using renewable resources part of our business since we were established in 1947.
We're famous for our 'Lignacite' concrete block, which uses graded wood particles as an alternative aggregate to stone, but we also use a range of other recycled materials and secondary aggregates to reduce waste and save on non-renewable resources.
We've experimented with a variety of materials including paper, crushed brick rubble and plastic. We were awarded a grant from the Home Grown Cereals Association to research the use of straw in concrete blocks to create a product similar to the Lignacite block.
Although these ideas are still under development, we already use recycled aggregates in many of our products. For example, crushed glass from domestic waste is used instead of a proportion of gravel in the Lignacrete dense blocks.
The glass maintains the performance and durability of the blocks and also significantly reduces the use of stone and gravel. We further reduce our use of these aggregates by crushing our reject blocks to reuse them as a secondary aggregate.
Ashlite is a medium-dense block that contains ash from power stations. As well as helping to find a use for a waste material, the ash makes the blocks light, strong, and easy to work with on site. They are highly versatile, with a textured face that produces an ideal surface for render or plaster as well as being robust enough to be used in beam and block flooring.
It's not just our standard range of blocks that benefit from the use of recycled materials. The Sahara range of facing masonry uses the same graded wood particles as the Lignacite blocks – with the added advantage of providing a decorative and durable finish.
The Premier range of facing masonry uses a secondary aggregate: china clay sand, which is a by-product of the pottery industry. As well as helping to reduce waste it gives the blocks their fine, smooth finish.
We've also looked at our processes to make sure that they have as little negative impact on the environment as possible.
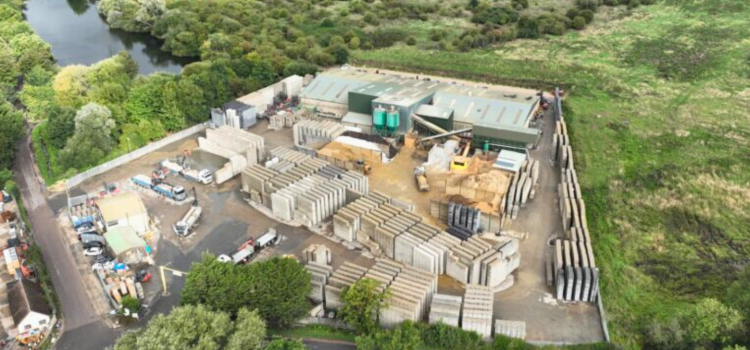
The new curing chambers at our Brandon factory are designed to make the most of the exothermic reaction caused by the cement as it dries. Independent tests carried out by the Carbon Trust have revealed that, together with the more efficient machinery, they have helped us to reduce the amount of carbon needed to produce blocks by 44.5% over the last year.
The water we use for production at Brandon comes from a borehole on our site, rather than the mains supply. This means that we don't put a strain on the water that supplies the rest of the town.
We've also started to quarry sand and stone on the Brandon site. We expect it to supply around half of our aggregate requirements over eight years, reducing the number of lorries on the roads of Brandon by around 36,000 in total.